2021/08/23
事例から読み解く 事業中断ロスを防ぐための災害復旧
最も深刻な問題の一つは「電源確保」
敷地内の井戸水が使用できたため、泥のかき出しから手をつけた。直面した大きな問題の一つは電源の喪失だった。台風後も電気の送電網自体には問題なかったが、高圧電気を受電し電圧を変えて工場内に電気を分配する設備であるキュービクルが浸水したため、電気が使用できなかった。
電源の問題は発電機を借りることで最初の対策を実施。同社の本社工場の建て替えを施工したゼネコンの安藤ハザマから申し出があり、提供を受けることができた。続いて、エリアの送配電を管轄する中部電力に依頼し、仮設で高圧電源を受けられるようにした。再開後の工場では浸水対策として冷凍庫のキュービクルには架台を設けて2階に設置している。
電源喪失の影響が長く響いた一つは排水処理だった。一度設備が止まると、再開にまで3カ月が必要だからだ。工場では微生物を利用して有機物を分解させる活性汚泥法で水を浄化してから排水する。しかし電気が停止したため設備が停止し、設備内の微生物が全滅した。排水処理の再開には効果的に有機物を分解できるまで微生物を増やさないといけない。1000トンの死滅微生物を含む汚泥を処理し、新たな微生物を育てて入れ替えるのに3カ月かかる。
同社豊野工場の中村正和工場長は「生産ラインが復旧しても、排水処理設備が復旧しなければ再稼働はできない。関係業者のご協力のもとスムーズに進めることができた」と話す。
代替困難かつ修理が難しい工場機械類
商品の生産にも多くの困難が発生した。豊野工場は主力のリンゴの他、モモ・ブドウなどを搾汁し、それを18リットル缶やドラムなどの容器に充填(じゅうてん)し、食品メーカーへ原料として販売することがメインで、その他に瓶ジュースの製造ラインを持つ。原料を投入してから果汁を容器に充填するまでの多くの機械がダメージを受けた。水井社長は「リンゴジュースの味を左右する機械はほとんどがオーダーメイド。復旧対象の機械設備をリスト化すると180件もあった」と説明する。
「果汁を搾る方法は何パターンもある。メッシュに果実を押しつけて果汁を搾る方法やベルトの中でつぶすような方法などさまざま。リンゴは酸素に触れると変色しやすく、それを防ぐためにビタミンCを吹きかけながら果汁を搾るところが多い。しかし弊社では窒素ガスの雰囲気下で空気に触れずに搾る独自製法で、おいしいジュースと評価をいただいている。味を左右する機械を簡単に変えることはできない」(水井社長)
機械の修理はまずはメーカーに依頼した。しかし依頼をした180件のリストのうち、数社からは期待する回答が得られなかった。古くて修理できないことから1 億数千万円の新規機械導入の提案を受けたり、すでに営業していない会社もあった。そこで利用したのがメーカーではないが、洗浄と修理などを行う災害復旧サービスだったという。
「火災保険に加入していて、水害も対象範囲。保険会社から紹介されたのがリカバリープロだった。新たな機械を導入する前にダメ元で試したというのが本当のところ」と水井社長は語る。中村正和工場長は「難しい電気関係も含め、洗浄と乾燥で使えるようになるとは思わなかった。実際、動作できる状態にまで戻してもらった」と振り返る。
食品工場ゆえに衛生的な環境を改めて整備し直す必要もあった。工場は洗浄殺菌の上、全ての壁を貼り直した。自主検査を実施しクリーンな環境を整え、保健所からの再稼働許可を得た。
事例から読み解く 事業中断ロスを防ぐための災害復旧の他の記事
- 令和元年東日本台風での浸水被害から工場再稼働へ
- 避けられない浸水はスピーディーな復旧で克服
直近のセミナー・イベント
おすすめ記事
-

大阪・関西万博 多難なスタート会場外のリスクにも注視
4月13日、大阪・関西万博が開幕した。約14万1000人が訪れた初日は、通信障害により入場チケットであるQRコード表示に手間取り、入場のために長蛇の列が続いた。インドなど5カ国のパビリオンは工事の遅れで未完成のまま。雨にも見舞われる、多難なスタートとなった。東京オリンピックに続くこの大規模イベントは、開催期間が半年間にもおよぶ。大阪・関西万博のリスクについて、テロ対策や危機管理が専門の板橋功氏に聞いた。
2025/04/15
-

リスク対策.com編集長が斬る!今週のニュース解説
毎週火曜日(平日のみ)朝9時~、リスク対策.com編集長 中澤幸介と兵庫県立大学教授 木村玲欧氏(心理学・危機管理学)が今週注目のニュースを短く、わかりやすく解説します。
2025/04/15
-

BCMSで社会的供給責任を果たせる体制づくり能登半島地震を機に見直し図り新規訓練を導入
日本精工(東京都品川区、市井明俊代表執行役社長・CEO)は、2024年元日に発生した能登半島地震で、直接的な被害を受けたわけではない。しかし、増加した製品ニーズに応え、社会的供給責任を果たした。また、被害がなくとも明らかになった課題を直視し、対策を進めている。
2025/04/15
-

-

生コン・アスファルト工場の早期再稼働を支援
能登半島地震では、初動や支援における道路の重要性が再認識されました。寸断箇所の啓開にあたる建設業者の尽力はもちろんですが、その後の応急復旧には補修資材が欠かせません。大手プラントメーカーの日工は2025年度、取引先の生コン・アスファルト工場が資材供給を継続するための支援強化に乗り出します。
2025/04/14
-
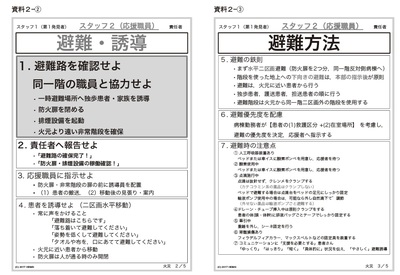
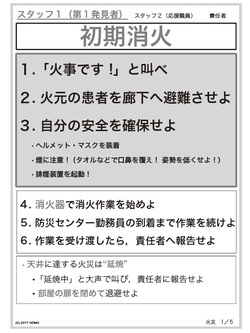
新任担当者でもすぐに対応できる「アクション・カード」の作り方
4月は人事異動が多く、新たにBCPや防災を担当する人が増える時期である。いざというときの初動を、新任担当者であっても、少しでも早く、そして正確に進められるようにするために、有効なツールとして注目されているのが「アクション・カード」だ。アクション・カードは、災害や緊急事態が発生した際に「誰が・何を・どの順番で行うか」を一覧化した小さなカード形式のツールで、近年では医療機関や行政、企業など幅広い組織で採用されている。
2025/04/12
-

-

-

防災教育を劇的に変える5つのポイント教え方には法則がある!
緊急時に的確な判断と行動を可能にするため、不可欠なのが教育と研修だ。リスクマネジメントやBCMに関連する基本的な知識やスキル習得のために、一般的な授業形式からグループ討議、シミュレーション訓練など多種多様な方法が導入されている。しかし、本当に効果的な「学び」はどのように組み立てるべきなのか。教育工学を専門とする東北学院大学教授の稲垣忠氏に聞いた。
2025/04/10
-

















![2022年下半期リスクマネジメント・BCP事例集[永久保存版]](https://risk.ismcdn.jp/mwimgs/8/2/160wm/img_8265ba4dd7d348cb1445778f13da5c6a149038.png)






※スパム投稿防止のためコメントは編集部の承認制となっておりますが、いただいたコメントは原則、すべて掲載いたします。
※個人情報は入力しないようご注意ください。
» パスワードをお忘れの方